

座 机:0415一2816665
手 机:15304073869 孟经理
邮箱:1334242768@qq.com
地 址:辽宁省丹东市元宝区金山大街1466-1号
网址 :www.ddgwfz.com

的上色有两种首要的方法,一是运用为广泛的染色(常规染色),首要是将放在化学染料溶液中处理。另一种方法是运用涂料,把涂料制成细微的不可溶的有色颗粒以黏附与织物上(纤维质料原液染色不在此列)。酸性染料,多适用于蛋白质纤维与尼龙纤维及真丝等。其特征是色泽漂亮,但水洗度较差,干洗度优,在天然死染色中运用比较广泛。

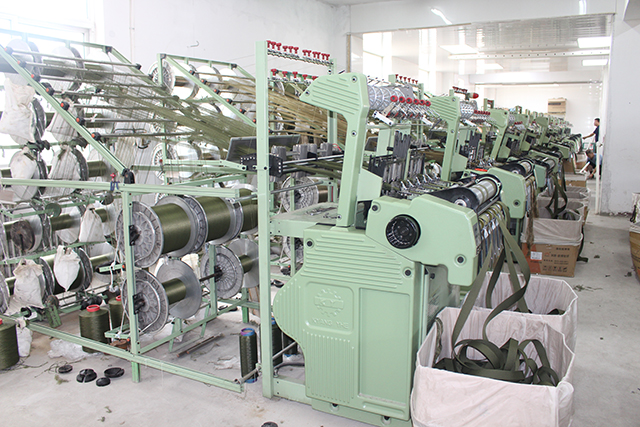
经纬交织。抚顺定制【主词批发】并捻后纱线经整经做成筒子(盘头),纬纱摇成纡子,在织机上织带。30年代,为手拉木织机、铁木织机织带。60年代初,以1511织机改装成织带机,现仍广泛使用。因带子宽度小,织造方式不一样,有单条、双条、数十条不等,有单层,也有双层。1967年,抚顺定制pp织带行业以工人为主体的无梭织带研究小组,成功地自行设计、自行制造出高速单条无梭织带机,实现织带不用梭,且工序缩短,占地面积小,劳动生产率提高,是中国织带工艺史上的创举。

清除参数内图形:将设定的经数和纬数范围以内的图形清除。多造转一造:将多张图以经向插成一张。一造转多造:交一张图以经向拆成多张。图形合并:交多张图插成一张(也就是多造转一造)后,再删去整条经纱都是一上一下组织的经纱。电脑提花织带绘图顺序:分析提花织带的组织规律,按已分析确定的组织规律结合实际织物绘制出一个循环中所有的文字或图案走“高”的部分,再按组织规律绘出一个循环中的底色(文字或图案以外的颜色)走“高”的部分,在所有的“高”部分全部绘制完成后,按已分析的组织规律再绘出花纹与底走“低”的部分,直至绘图完成。
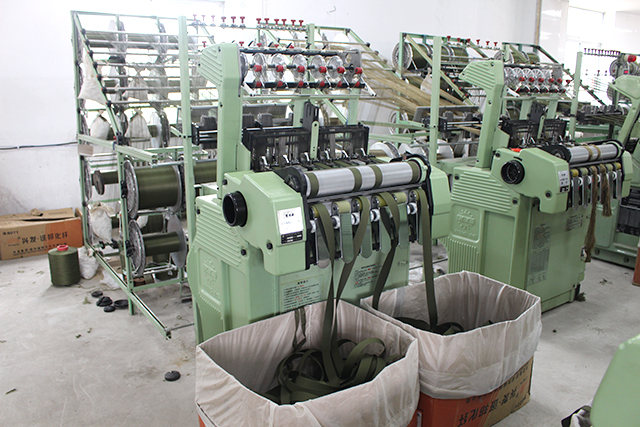
编织的基本工艺流程为:漂染—卷纬—织造—落机开剪—包装。1960年开始,对编织机进行多次技术革新,主要有桃板直径放大,安装断橡筋自动停车装置,铁锭改为尼龙锭子。这些设备上的改进,使车速提高到160~190转/分,看台率增加一倍,产品质量大为提高。1980年,又研制出SD-81A、B型橡胶锭带,具有软、轻、薄、牢、伸长小、冲击力小,接头短而平整的特点。1990年初,为桑塔纳轿车配套用的汽车安全带试制成功。又经两年多时间开展调研、组织试制,产品质量达到QC49-92和TL-VW470标准。
凸条及凹凸织物,正面紧密而细腻,具有条状或图案凸纹,而反面较粗糙,有较长的浮长线。起毛织物:单面起毛织物,其起毛绒一面为织物正面。双面起毛绒织物,则以绒毛光洁,整齐的一面为正面。观察织物的布边:如布边光洁,整齐的一面为织物正面。双层,多层及多重织物,如正反面的经纬密度不同时,则一般正面具有较大的密度或正面的原料较佳。

从编织生产线上下来未使用过的称为,上面所叙述的强度、宽度、厚度、延伸率、刚度都是在上测得,这些上测得的数据称之数据。装在汽车内的安全带,乘员上车后就要佩戴它,使用过程是老化的过程,其强度会有所下降。为使织带在车辆报废前安全带有效地保护乘员,要对织带进行模拟工作状况后再进行强度测量,这种强度称之环境试验后的强度。环境试验后强度有光照处理、低温处理、高温处理、浸水试验、磨损处理。
 | |
| 手机网站 |
 15304073869
15304073869
 辽公网安备 21060202000065号
辽公网安备 21060202000065号