

座 机:0415一2816665
手 机:15304073869 孟经理
邮箱:1334242768@qq.com
地 址:辽宁省丹东市元宝区金山大街1466-1号
网址 :www.ddgwfz.com

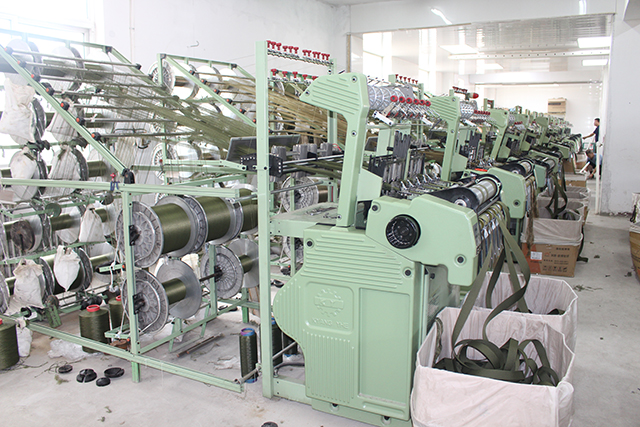
纱线经络筒、卷纬形成纬线管后,插在编织机的固定齿座上,纬纱管沿8字形轨道回转移动,以牵引纱线相互交叉编织。通常锭数为偶数,织成带子为管状,锭数为奇数,织成的带子为扁片状。锭织工艺旧中国就开始应用,锭数因设备不同,一般为9~100锭不等,编织的基本工艺流程为:漂染—卷纬— 织造—落机开剪—包装。1960年开始,对编织机进行多次技术革新,主要有桃板直径放大,安装断橡筋自动停车装置,铁锭改为尼龙锭子。这些设备上的改进,使车速提高到160~190转/分,看台率增加一倍,产品质量大为提高。
表面起毛。箱包织带表面起毛和针边不良在生产过程中是经常会出现的,那原因是什么,怎样解决或者预防呢,下面厂家小编告诉大家。箱包织带表面起毛形成原因: 针边起毛、布边起毛。预防措施:针板用的时间长,已损坏。换过新针板;织针已损坏,换过新织针;压带板压得过紧,放松压带板;纬纱没挂完,把纬针与织针距离调好,使纬纱能挂完 。纬纱的挂住钢扣,把纬纱放入过纬纱杆内;钢扣损坏,另换一个钢扣;原料本身有毛,如是部分起毛,把起毛的换掉,如太多起毛,做完货以后做全检查带。

70年代,由于带子连续染色整烫机的推广,的加工,由先染后织的传统工艺,发展到先织后染,先织后漂,整烫后处理连续化,织带技术进入机械化大生产的行列。80年代初,行业引进瑞士、意大利、联邦德国高速无梭织带机,整烫联合机,包缠线机,整经机等,织带技术迈入新的发展阶段。织带工艺技术的进步,带来产品的升级换代。1980年,又研制出橡胶锭带,具有软、轻、薄、牢、伸长小、冲击力小,接头短而平整的特点。

光照处理后拉伸强度,自然光通过车窗照射到箱包织带,引起的老化,降低其强度。根据这工作条件,设计一种光照设备,这种设备带有代表性的强光,布置在该设备中,暴露在这种光照之下,接受规定时间照射。pp织带光照后需要进行标准温湿处理,再进行拉伸试验,才能得到光照处理后拉伸强度。浸水处理后拉伸强度装在汽车内的安全带会吸收空气中的潮气,有时还会受到某液体的浸泡,所以需要浸水试验。在室温下,将完全浸泡在加入少量湿润剂的蒸馏水中保存一规定时间,然后将浸泡pp织带从水中取出后10分钟内完成拉伸试验。得到浸泡处理pp织带的拉伸强度。

吉林织带出现渗色的原因。有的顾客会定制印字定制织带,但是pp织生产厂家在印制pp织带时有时会出现渗色的情况,所以厂家在进行印字的同时要注意其中的原因,只有了解这些原因才能在之后的使用中减少各种状况的发生,那么织带厂家印制时出现渗色是哪些原因导致的呢?印刷时机器表面有污垢,在生产时要清理干净可以减少这些问题。
 | |
| 手机网站 |
 15304073869
15304073869
 辽公网安备 21060202000065号
辽公网安备 21060202000065号