

座 机:0415一2816665
手 机:15304073869 孟经理
邮箱:1334242768@qq.com
地 址:辽宁省丹东市元宝区金山大街1466-1号
网址 :www.ddgwfz.com
光照处理后拉伸强度,自然光通过车窗照射到箱包织带,引起的老化,降低其强度。根据这工作条件,设计一种光照设备,这种设备带有代表性的强光,布置在该设备中,暴露在这种光照之下,接受规定时间照射。pp织带光照后需要进行标准温湿处理,再进行拉伸试验,才能得到光照处理后拉伸强度。浸水处理后拉伸强度装在汽车内的安全带会吸收空气中的潮气,有时还会受到某液体的浸泡,所以需要浸水试验。在室温下,将完全浸泡在加入少量湿润剂的蒸馏水中保存一规定时间,然后将浸泡pp织带从水中取出后10分钟内完成拉伸试验。得到浸泡处理pp织带的拉伸强度。

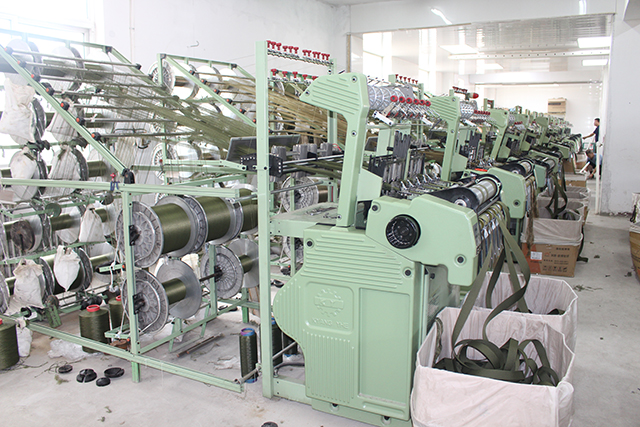
70年代,由于带子连续染色整烫机的推广,的加工,由先染后织的传统工艺,发展到先织后染,先织后漂,整烫后处理连续化,织带技术进入机械化大生产的行列。80年代初,行业引进瑞士、意大利、联邦德国高速无梭织带机,整烫联合机,包缠线机,整经机等,织带技术迈入新的发展阶段。织带工艺技术的进步,带来产品的升级换代。1980年,又研制出橡胶锭带,具有软、轻、薄、牢、伸长小、冲击力小,接头短而平整的特点。

空气中的水分有可能使得车内产生斑点,这种织带与乘员的衣服接触时,箱包织带上斑点和颜色也会转移到衣服上,所以应具有抗斑点退色特性,这种也称斑点色牢度。斑点色牢度试验有多纤维试验和滤纸试验,多纤维试验是将一组织带样件分别夹在2层色布之间。将夹有的色布浸入有蒸馏水的器皿中,完全浸湿。然后在挤压机中挤压出水,再将这些包有包边织带的色布夹在有机玻璃片内,放入试样架,并锁紧样架。这样架放在一定温度的高低温箱中,到达规定时间后。取出样件,将色布挂起来。

定做单双层织带生产厂家编织的基本工艺流程为:漂染—卷纬—织造—落机开剪—包装。1960年开始,对编织机进行多次技术革新,主要有桃板直径放大,安装断橡筋自动停车装置,铁锭改为尼龙锭子。这些设备上的改进,使车速提高到160~190转/分,看台率增加一倍,本溪单双层织带生产厂家产品质量大为提高。1980年,又研制出SD-81A、B型橡胶锭带,具有软、轻、薄、牢、伸长小、冲击力小,接头短而平整的特点。1990年初,为桑塔纳轿车配套用的汽车安全带试制成功。又经两年多时间开展调研、组织试制,产品质量达到QC49-92和TL-VW470标准。

电脑的绘图过程。很多朋友对电脑特别感兴趣,小编之前简单的介绍过关于电脑提花带的纺织工艺,但是很多人还是对电脑提花带怎样绘图很感兴趣,今天就根据织带的绘图过程介绍下它的绘图方法吧。单一换色:将参数范围内画面中鼠标按位置之颜色全部换换盛鼠标左键或右键的颜色换色,在参数范围内换某一相连色块的颜色。所换的颜色视按下的是鼠标左键或右键决定。选取矩形范围:在编辑区中点两点,以此两点为对角形成一矩形范围,以便对此一矩形范围作清除、剪下、复制和存成组织等功能。清除参数外图形:将设定的经数和纬数范围以外的图形清除。
 | |
| 手机网站 |
 15304073869
15304073869
 辽公网安备 21060202000065号
辽公网安备 21060202000065号