
座 机:0415一2816665
手 机:15304073869 孟经理
邮箱:1334242768@qq.com
地 址:辽宁省丹东市元宝区金山大街1466-1号
网址 :www.ddgwfz.com
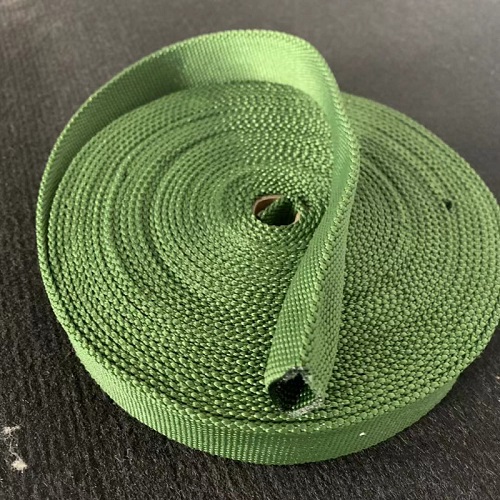
织带厂如果想对生产包边织带产品有更好的生产流程,能够快速完成客户需要,就需要有一系列产品及生产控制流程,下面桓维织带主要讲解一下织带品质控制流程,怎样才能正确系列性的检验织带产品。
流程目的明确规定制程作业程序,以保证包边织带过程中的品质得到合理、有效地控制,减少不良品的产生。
一、按客户的要求检验:比如336、217、115、314、108、114、384、206、419、122 贴胶纸加胶管,不能扎大头针。
二、宽度检测:1"及1"以上宽度公差不能超过±0.25分;25MM及25MM以上宽度的公差不能超过±0.5MM; 1"及25MM以下的宽度,标准公差不能超过±0.25MM。
注:平口、人字包边的须足够尺寸,但不能超过0.25分。
三、烧毛、标签
1、质检员检验包装标签须与实际货物相符合(规格、颜色、数量),盖检验章入库。
2、烧毛须干净,但不能烧焦。
四、卷带过程的控制方法:
1、卷带表面须光滑平整(特殊除外),不能卷入次品,视情节轻重追究相关人员责任。
短码:±0.5/100Y
结头:≤3个/100Y,≤2个/50Y
2、包边织带须有卷带员的标号。
五、色差检验:肉眼观察带面身无阴阳色,颜色、纹路(针边须呈一种颜色)卷带针边、布边不能交换。
六、厚度检测:公差不能超过±0.1MM
七、跳针:通过肉眼观察,不能有跳针。
污染:通过肉眼观察,表面不能有油污、染色、灰尘。
毛:通过肉眼观察,两表面及侧面不能有影响包边织带带面的严重毛球或毛丝。
 | |
| 手机网站 |
 15304073869
15304073869

 辽公网安备 21060202000065号
辽公网安备 21060202000065号